




By: Kendall Smith, Induron Power Market Manager
 Induron sales representatives have traveled around the world to speak with electric transmission managers about protecting T&D assets from corrosion. We have discovered almost as many approaches to coatings and corrosion as the countries we’ve visited. Because most places have extensive literature and standards on new HDG galvanizing, this isn’t surprising, but few standards address what to do when HDG galvanized steel gets rusty!
Induron sales representatives have traveled around the world to speak with electric transmission managers about protecting T&D assets from corrosion. We have discovered almost as many approaches to coatings and corrosion as the countries we’ve visited. Because most places have extensive literature and standards on new HDG galvanizing, this isn’t surprising, but few standards address what to do when HDG galvanized steel gets rusty!
In some cases, countries replace structures exhibiting corrosion. In others, extensive and expensive abrasive blasting is specified in an attempt to reestablish cathodic protection by coatings in the field. The original galvanized performed so well, so these efforts are understandable, right?
The ideas of “keeping the galvanized like new” or even “re-galvanizing in the field” makes sense only in theory. We uncovered very real reasons why both practices are not practical, sustainable, or affordable.
It boils down to three things:
- The original HDG was applied in a very controlled environment with multiple stages of cleaning, rinsing, and surface preparation. These are either too costly or simply impossible in the field.
- If you do not create a clean, dry steel substrate, then you are applying a fresh zinc-rich coating over, a spotty substrate (at-best) that will not allow for much “galvanic current flow” or “cathodic protection.” In other words, you can measure the electrical activity of the cleaned steel, and see if there is any possibility of “re-galvanizing in the field.
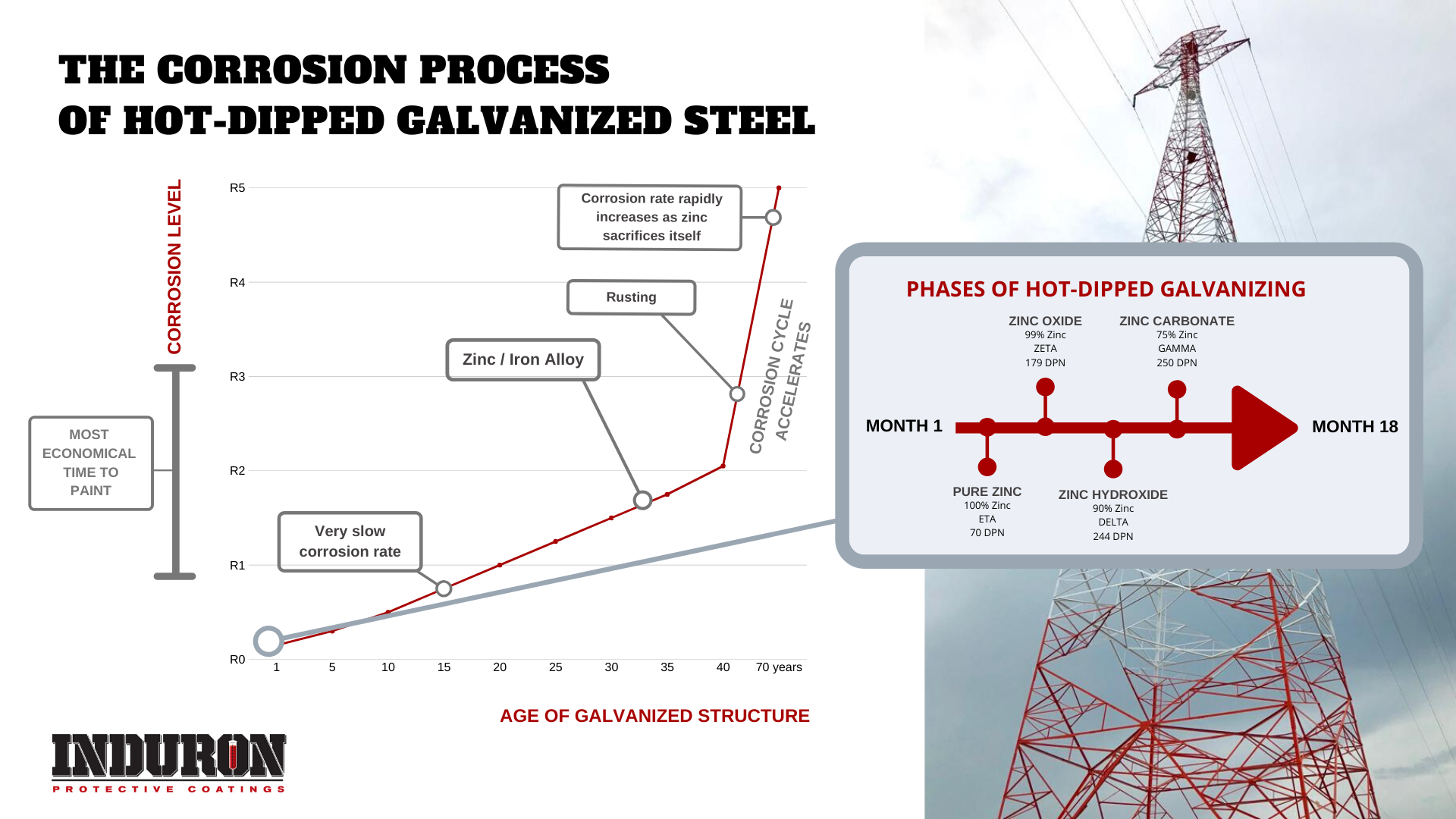
- If you try to constantly power tool clean corroding areas back to acceptable levels of clean to reestablish galvanic action, you will eventually be overwhelmed by a “tsunami of corrosion.” Galvanized stays in good condition for many decades, then slowly begins to corrode, and eventually, begins to fail in a big way as the corrosion rate rapidly increases. Consequently, you will be forced to abrasive blast the towers to keep up with the rust, and even that will not fix the problem! You would spend a fortune, create environmental, logistical, and cost issues, and not recreate HDG galvanizing in the field!
Below are some of the procedures that make hot dipped galvanized possible and successful, which are not equally possible in the field.
- There is NO large vat in the field to dip the T&D structures in caustic to clean and degrease the tower/pole.
- There is no rinsing the entire structure in clean water before the next step in the process.
- There is no dipping/acid etching the entire structure in mild acid to remove mill scale, iron oxides, then profiling the substrate.
- There is no second rinse with clean water to again rinse the entire structure.
- There is no fluxing process in the field. This is a very important step in galvanizing because it facilitates iron-zinc bonding.
- There is no dipping the totally-cleaned and processed steel into a molten bath of zinc.
- There is no post-treatment, such as water quenching, chromate quenching phosphating, to create specific final results depending on what will happen with that HDG.
- There is no metallurgical bond to the steel with 3 layers of zinc iron alloy and a layer of almost 100% pure zinc at the surface creating an almost perfect layer of barrier protection (in most weathering environments).
- There is no sacrificial action where damage occurs, as can happen with HDG, depending on several variables. It just can’t happen over brush-blasted, rusty steel, as there is no proper potential electrical difference between the old substrate and the new coating.
In the next blog, we will discuss a totally different method used here in the U.S. and increasingly around the world that has provided the longest proven protection at the lowest possible cost. This has been the proven method since the early 1960s, and it not only protects T&D assets, but also continues to save utilities millions of dollars.